
Werkzeuge zum Nieten
Nietunterlage zum Auflegen oder Einklemmen
Beim nieten mit Stahlnieten empfiehlt es sich eine Unterlage aus Messing zu verwenden damit die Niete nicht deformiert wird. Die hier gezeigte Unterlage ist zum Arbeiten auf einem Amboß oder zum Einklemmen in den Schraubstock gedacht.
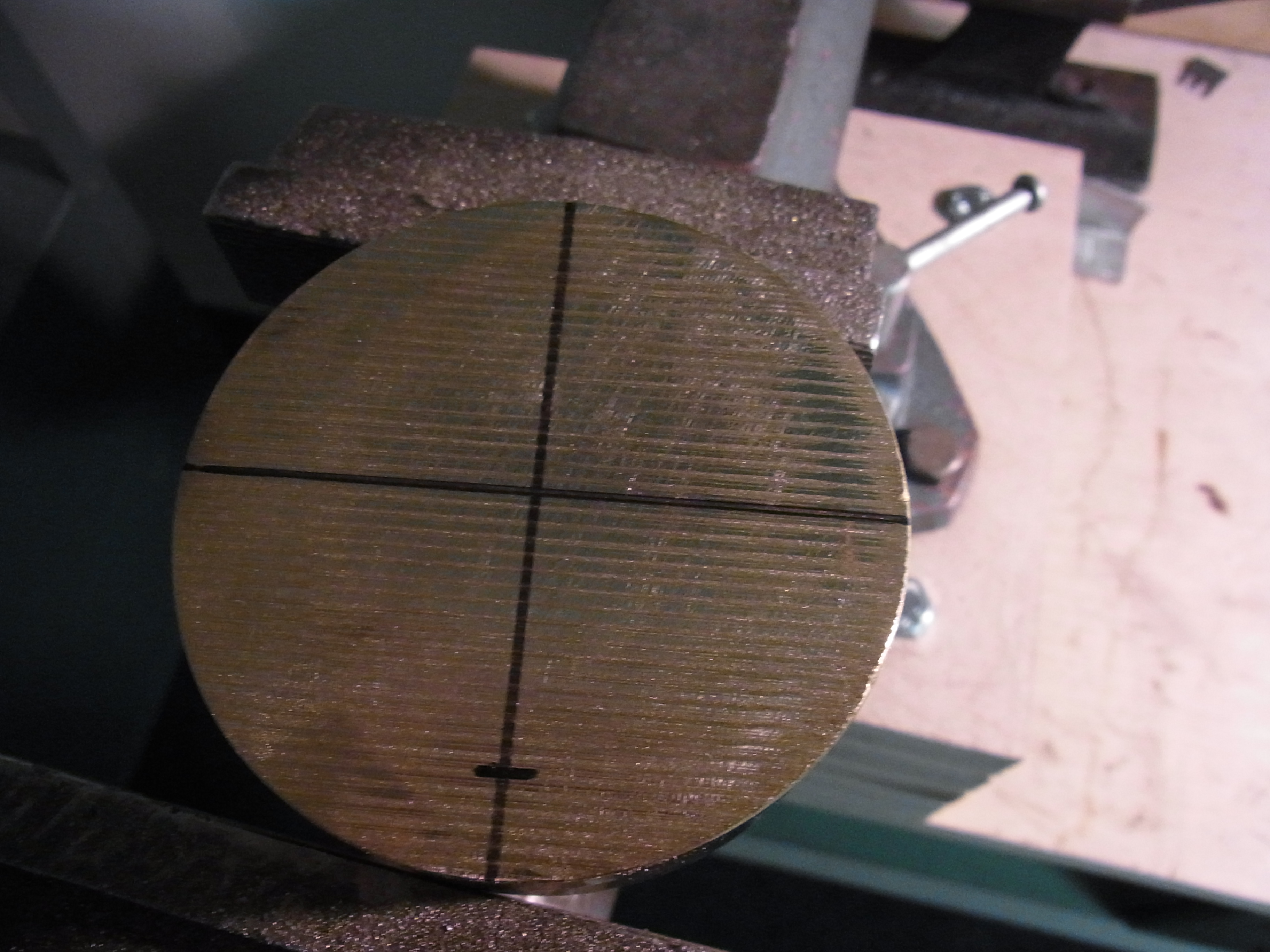
Grundmaterial ist ein Messingrund 80x24mm aus MS58. Grundsätzlich könnte man jetzt einfach auf diesem Material Nieten. Jedoch hat der Nietkopf keinen Halt auf dem glatten Material und es könnte immer noch zu Deformationen kommen. Daher präge ich die zu bearbeitende Nietkopfform in das Messing ein.
Im ersten Schritt wird die Oberfläche grob mit der Feile geplant.
Und die Position der Vertiefung markiert.
Jetzt gibt es zwei Möglichkeiten die Vertiefung einzuprägen. Die erste Möglichkeit ist es einfach die zu verabreitenden Nieten in das Messing einzuschlagen.

Jedoch hat man einen recht hohen Verbrauch bei einem geringen Ergebnis (ich habe 10 Nieten an dem Messing zerschlagen und eine Eindringtiefe von ca. 2mm erreicht).

Besser Funktioniert es mit einer Treibform.

Danach muss die Mulde noch mit Schleifpapier verrundet werden (die Außenkante gräbt sich sonst in die Niete ein). Das Ganze kontrolliere ich in dem ich Nieten in die Form einschlage.

Rechts außen ist die Niet des letzten Durchganges zu sehen. damit ist die Nietunterlage fertig.
Bleiunterlage
gerade bei Formnieten aus Messing oä. empfiehlt es sich eine Bleiunterlage zu nutzen. Für meine Schmelze ich 1kg Blei-Fischergewichte. Sicherlich eignen sich auch Rest vom Dachdeckerblei.
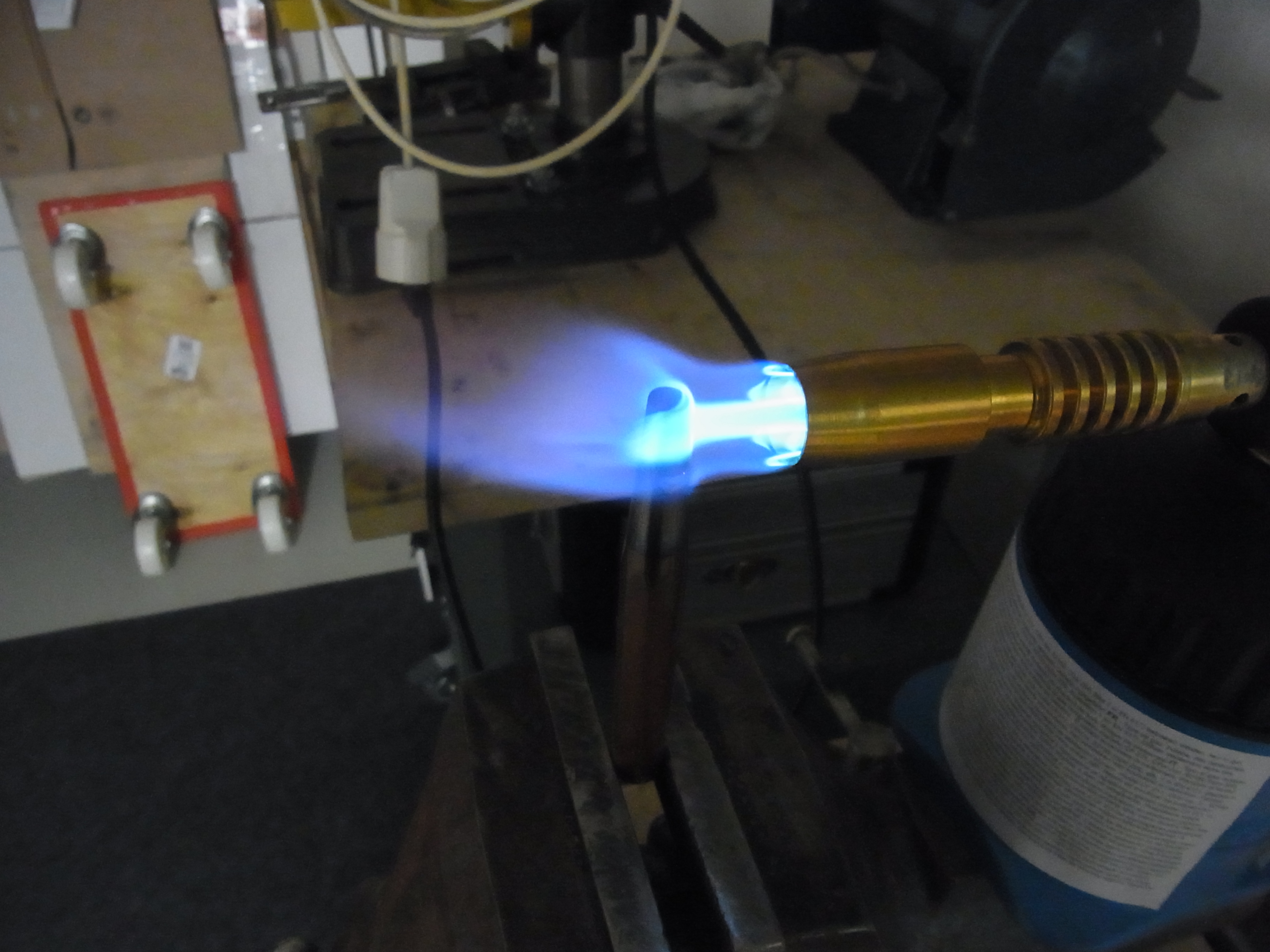
Hierzu fülle ich die Bleikügelchen in ein Stahlpöttchen und erhitze das ganze ganze mit dem Propanbrenner.

Oben auf der Schmelze bildet sich eine Schlackeschicht die ich immer wieder mit einem Löffel heraus hole.


Dann muss das ganze nur noch auskühlen und ist fertig.

Obacht: Blei ist schädlich wenn es über Aufnahme in den Körper gelangt. Daher bitte nicht mit blossen Händen anfassen und auf Sauberkeit achten.
Nietblech (Abstandsblech)
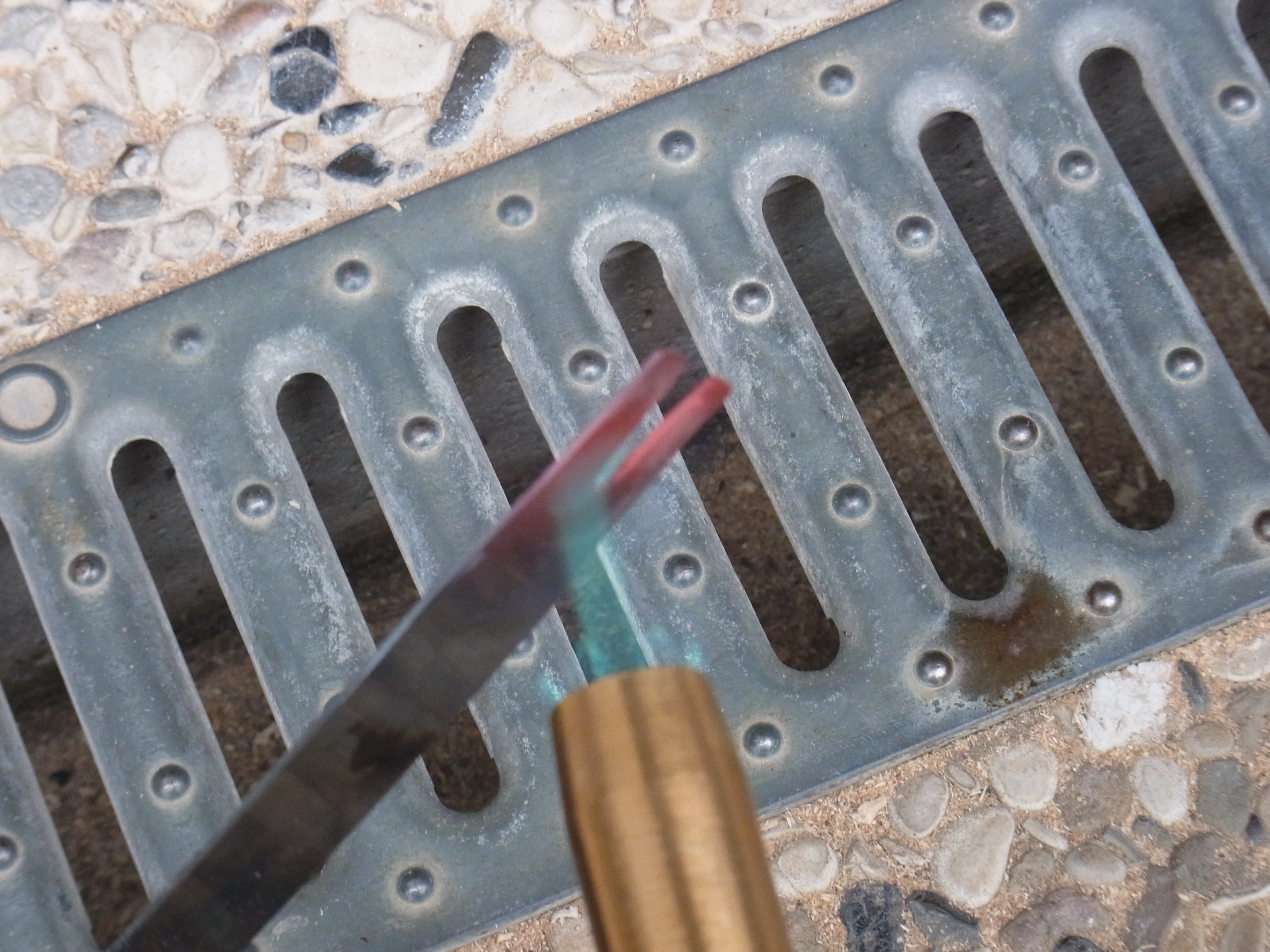
Für bewegliche Nietungen empfiehlt es sich mit einem gehärtetem Abstandsblech zu arbeiten. Für Nieten die Drehungen erlauben nehme ich 0,5mm und für Schiebesitze 0,5-1mm.
Als Grundmaterial nutze ich Federstahlblech 1mm aus 1.1274 (Ölhärter). Die bekomme ich günstig im vergütetem Zustand bei ebay.
Also ist der erste Schritt die Härtung rauszuglühen (hier mit einer Lötlampe). Das Material sollte auf etwa 800°C erhitzt (heller Kirchrot) und an der Luft abgekühlt werden. (beim bearbeiten wurde offensichtlich das ich mir nicht genügend Zeit bei diesem Schritt genommen habe….das Material war teilweise noch zu hart)

Danach schleife ich eine Seite auf 0,5mm runter.

Danach werden die “Mäuler” in Form gebracht. Das Abstandsblech soll bei 4mm Nieten zum Einsatz kommen…daher Bohre ich die Mäuler auf 5mm auf um Spiel zu haben.

Danach kommt das Vergüten. Hierzu werden die Mäuler auf 800°C erhitzt, im Öl abgeschreckt und dann wieder auf 300°C erhitzt. Das ganze wird aufgrund des Öldampfes (Gestank und Flammgefahr) am besten draußen gemacht.
Bei dieser Arbeit ist die Gefahr am größten wenn das glühende Teil ins Öl getaucht wird. Der entstehende Öldampf kann sich entzünden.
Für das Anlassen kann die Lötlampe oder ein Ofen verwendet werden.



Und fertig ist das Nietblech:

Nietkopfmacher
Braucht man viele gleichartige Ziernieten macht es Sinn sich dafür einen Nietkopfmacher herzustellen. Hierzu stelle ich ein Positiv aus Werkzeugstahl her und drücke das wiederrum in Werkzeugstahl ein. Als Basis für beides nehme ich wieder Durchtreiber (im gezeigten Beispiel für das Positiv ein 7mm Durchtreiber und für den Nietkopfmacher einen 10mm Durchtreiber).
Im ersten Schritt wird der vergütete Treiber für das positiv weichgeglüht.
Jetzt wird die Nietkopfform im groben geschliffen (siehe Formwerkzeuge).

Die Kuppel soll dreistrahlig eingekerbt werden. Als Ansatz schlage ich die Kerben mit dem Meißel vor.

Und das ist dann die Grundlage für die Feilarbeit.

Hier nach dem Feilen und polieren.

Der eigentlich Nietkopfmacher ist dann auch wieder ein Durchtreiber. In diesen werde ich dann das vorbereitete Negativ einschlagen.

Vorher stauche ich ihn auf und bringe ihn in den passenden Durchmesser. Danach wird er heiß in den Schraubstock eingespannt und das Negativ eingeschlagen (brauchte dreimal Aufheißen…also muss man drauf achten das Negativ immer gleich aufsetzen zu können.


Noch einmal überschleifen und fertig ist der Nietkopfmacher.

Und hier das Ergebnis wenn man sich beim Anlassen nicht genügend Zeit nimmt:

Das ganze Werkzeug reizt. Also darauf achten das beim Anlassen die Temperatur stimmt und der Stahl Zeit zum durchwärmen hat.
Stiffthalter
Der Stiffthalter wird bei der Herstellung von Nieten benötigt. Er hält den Nietstifft und schützt ihn vor Umformung während der Nietkopf geschlagen wird.
Meinen Stifthalter fertige ich als Steckamboss. Ich nehme eine 10mm dicke Platte C45 (10mm Stiftlänge) und einen 20x20mm Vierkant aus S235.

In dem Bild sind bereits drei Löcher in den C45 gebohrt.

Den Vierkantstahl schweiße ich auf die Unterseite des des C45. Der Vierkant kommt später beim arbeiten in das Ambossloch.
Nachdem die Schweißnaht versäubert ist härte ich den Stifthalter im Feuer. Nach einem kurzen Anwärmen lasse ich Borax auf der Oberseite schmelzen. Das Borax verbindet sich mit dem Zunder und lässt sich vor dem Eintauchen ins Wasser gut mit der Drahtbürste abbürsten.
Bei ca. 830°C (helles Kirschrot) wird der C45 abgeschreckt.



Nach dem Härten lasse ich den Stiffthalter im Backofen bei 250°C an. Zweimal eine Stunde. Nach jedem Durchgang wird kurz in Wasser abgeschreckt.
Fertig

…to be continued
