
Kalota aus Aluminium – offen
Ziel ist es einen leichten und schönen Helm zu erstellen. Als Vorbild dient die historische Kalota ohne Gesichtsschild aus dem späten 12. Jahrhundert (vgl. http://www.historiavivens1300.at/helme/index.htm)
Der Helm wird eine Innenpolsterung und einen Kinnriemen bekommen.
Ich fertige den Helm aus einem 1,5mm starken AlMg3 Blech. Dieses Material ist laut Tabellenbuch Metall gut umformbar und weist eine zufriedenstellende Festigkeit auf.
Konzepterstellung:
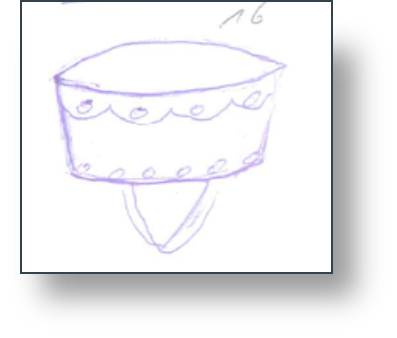
Ich fange das Projekt mit mehreren Konzeptzeichnungen an um erstmal einen Überblick zu bekommen.

Die Wahl fiel auf die Variante 16 ohne Nasal. Der Helm soll eine angenietete Kalotte mit Kuppel und Schmuckrand bekommen. Zusätzlich soll der Helm eine runde Bördelung am unteren Rand erhalten.
Zeichnungserstellung:
Nach dem Konzept kommen die Zeichnungen. Diese erstelle ich im Maßstab 1:1 auf Karton (ich nutze Karton damit ich danach aus den Skizzen eine Tasche für die Schablonen bauen kann).
Aber vorher kommt das Ausmessen. Für diesen Helm musste als erstes die Lage der unteren Kante definiert werden (hier mit blau/weißem Band markiert).

Ausgehend von der unteren Helmkante werden die Aussenmaße des Kopfes gemessen (Länge, Breite und die Höhe der Schädeldecke). Am einfachste ist dies mit einem Aussentaster, aber es funktioniert auch mit drei Stahlmaßstäben. Zwei Klemmen helfen dabei das ganze zusammen zu halten.

Mit diesen Maßen kann die Zeichnung entstehen. Wichtig dabei ist die Polsterung (in diesem Fall 4mm stark) und den notwendigen Lederriemen zu Befestigung (4mm) zu berücksichtigen.

Auf dem Bild sind auch die Rechnungen zur Erstellung der Kalotenschablone zu erkennen.
Schablonenerstellung:
Inzwischen stelle ich meine Schablonen aus 0,5mm Aluminiumblech her. Gegenüber Papier- und Pappeschablonen ist Aluminium sehr viel länger haltbar und in Preis und Verarbeitbarkeit nicht viel schlechter. Der einzige echte Nachteil ist das man nicht so einfach wieder was dran kleben kann wenn man zu viel weg geschnitten hat.
Dieses Blech lässt sich theoretisch auch mit einer Küchenschere schneiden (jedoch schmerzen einen die Finger schon recht schnell). Daher sind Blechscheren die beste Wahl. Positionsmarkierungen stelle ich mit einer kleinen Lederlochzange her.

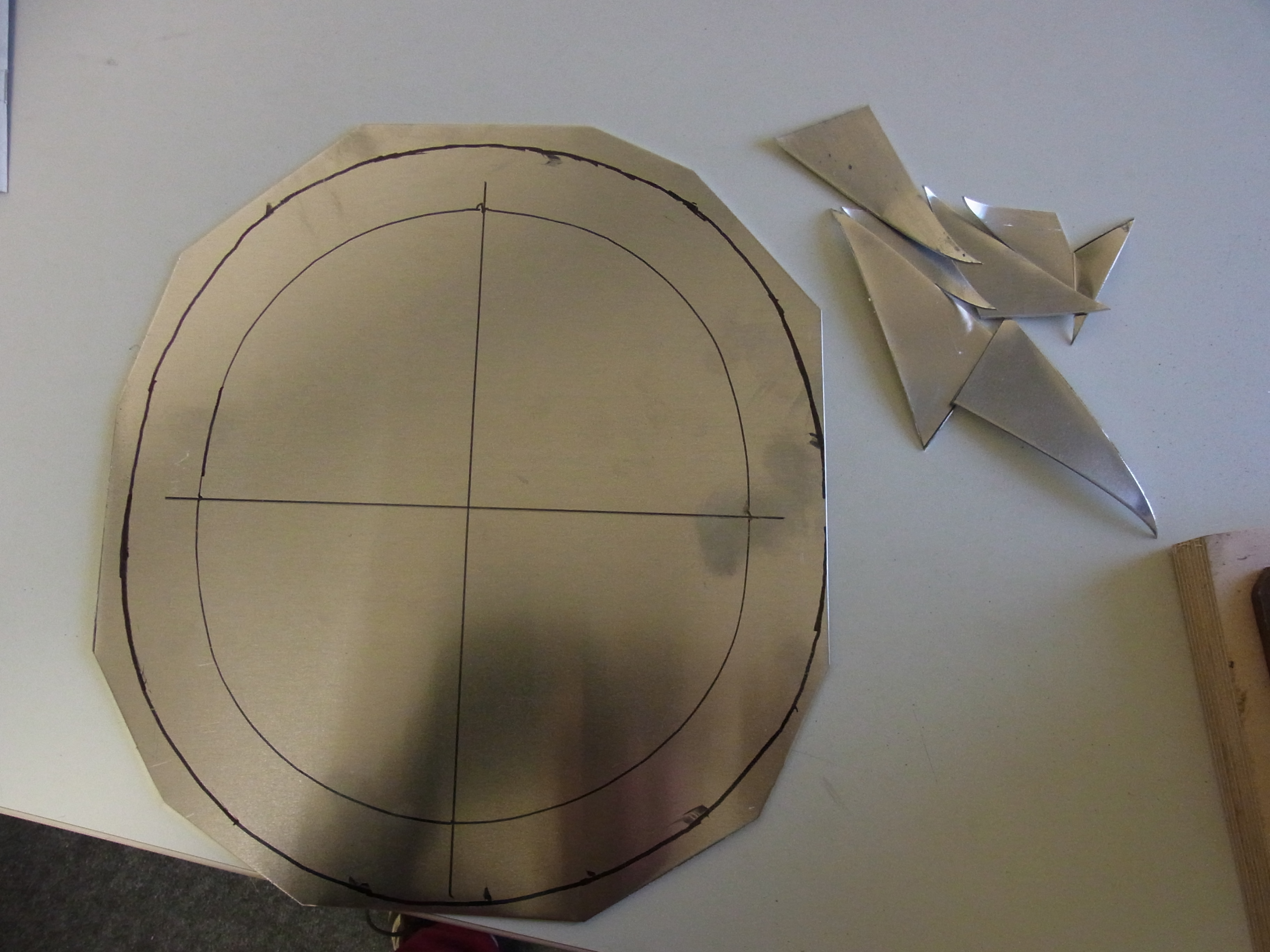
Auf dem Bild sind zwei Schablonen und eine Lehre zu erkennen:

Die Lehre hilft dabei den Helm später in Form zu bekommen ohne wieder groß nachmessen zu müssen.
Bei den Schablonen handelt es sich um eine Schablone für die Helmdecke und eine halbe Schablone für die Kalotte (um Material zu sparen kann man einfach symetrische Bauteile doppeln). Beide Schablonen haben keine Niet- oder Bördelzugabe. Damit können die Schablonen ohne Zurückkonstruieren dieser Zugaben weiter verwendet werden.
Werkstücke zuschneiden:
Hinweis 1: wirklich wichtig ist beim zuschneiden von Blech das tragen von Arbeitshandschuhen. Diese sollten mindestens getragen werden bis alle Teile entgraten sind.
Hinweis 2: Ab jetzt muss darauf geachtet werden das alle Werkzeuge frei von Stahlpartikeln sind. Wird ein Stahlpartikel in das Aluminium eingearbeitet (sei es durch das Feilen oder beim Hämmern) wird das Alumium um den Stahlpartikel stark korrodieren.
So jetzt aber ran an die Arbeit…
Als erstes werden alle Elemente mit den Schablonen auf das Blech übertragen. Danach werden die Bördell- und Nietzugeben eingezeichnet. Ich benutzte dafür aktuell einen dicken Filzstift weil in meiner Werkstatt das Licht zu schlecht ist um mit einer Anrissnadel zu arbeiten.

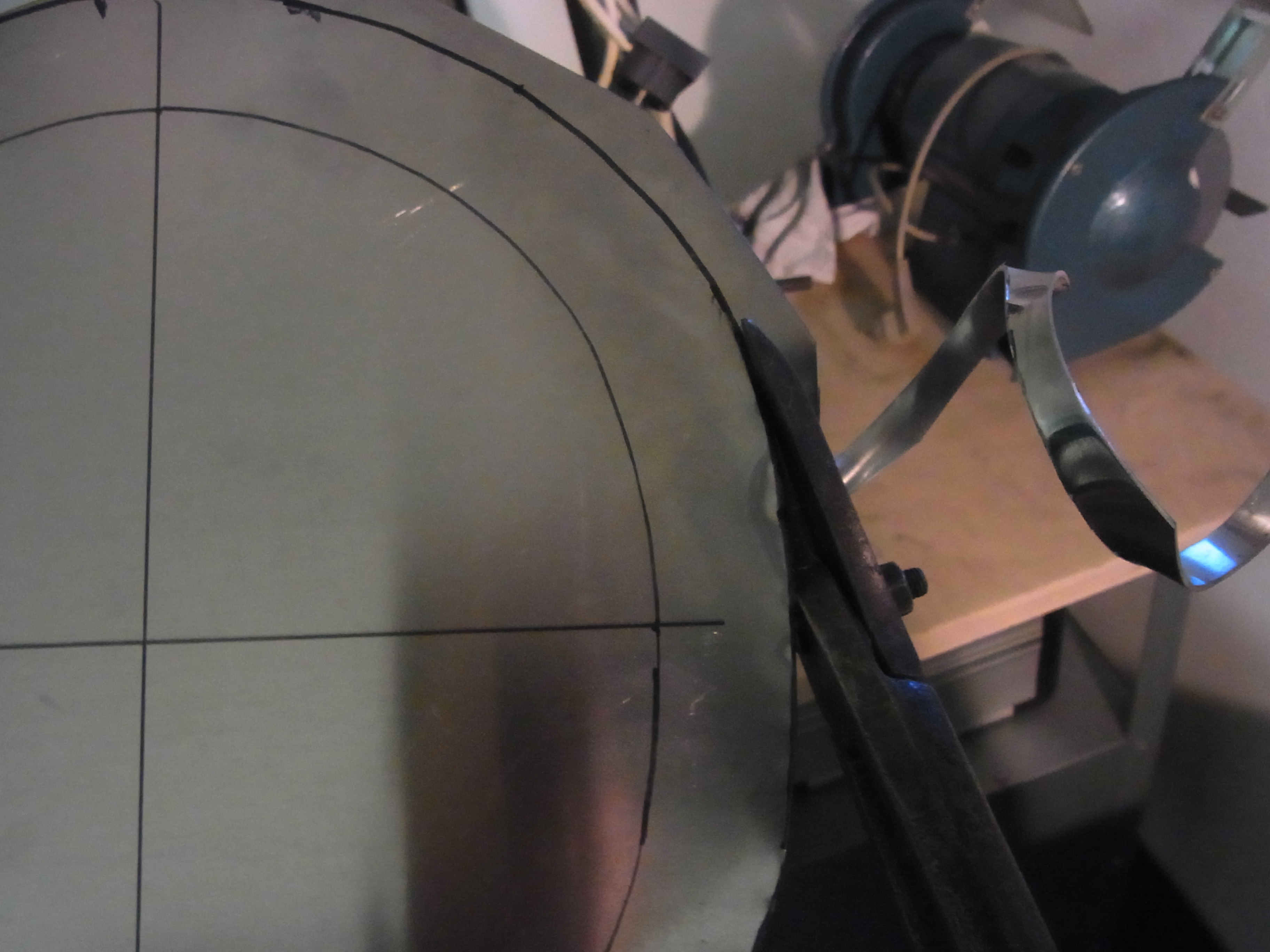
Das Ausschneiden erfolgt in zwei Schritten (mit einer Beverly-Schere ginge es auch in einem…habe aber keine). Als erstes trenne ich die Werkstücke mit einer Hebelblechschere aus dem Blech und lasse nur einen schmalen Rand über.


Danach kommt der Feinschnitt mit einer Hand-Kurven-Schere. Ich habe sie in den Schraubstock eingespannt damit ich mit meinem Körpergewicht arbeiten kann und nicht alles über die Hand kommen muss. Vor dem schleifen müssen die Teile dann nurnoch mit einem Nylonhammer auf dem Amboss geglättet werden.


Die groben Grate entferne ich am Schleifbock und arbeite dann mit der Feile nach (ein Traum dieses Aluminium…wenn man sonst nur Stahl gewöhnt ist).


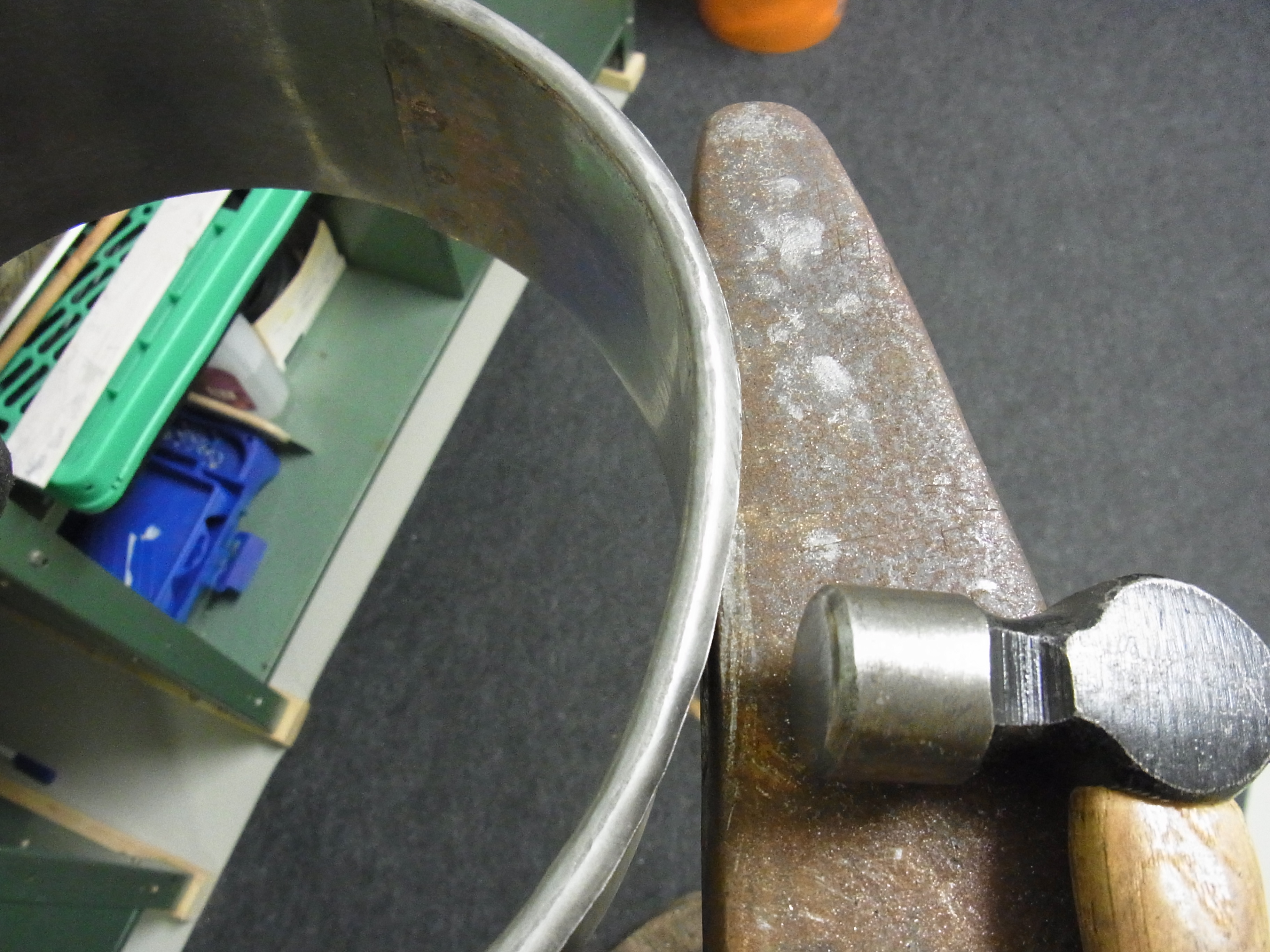
Ich möchte die Vernietungen so unsichtbar wie möglich gestallten. Dafür flache ich die obere Überlappung der Kalotte ab. Hierzu nutze ich einen Schweifhammer und im Anschluss einen Planierhammer. Während der Bearbeitung erhitze ich den zu streckenden Bereich mit einem Heizlüftfön da der Umformungsgrad recht stark ist.

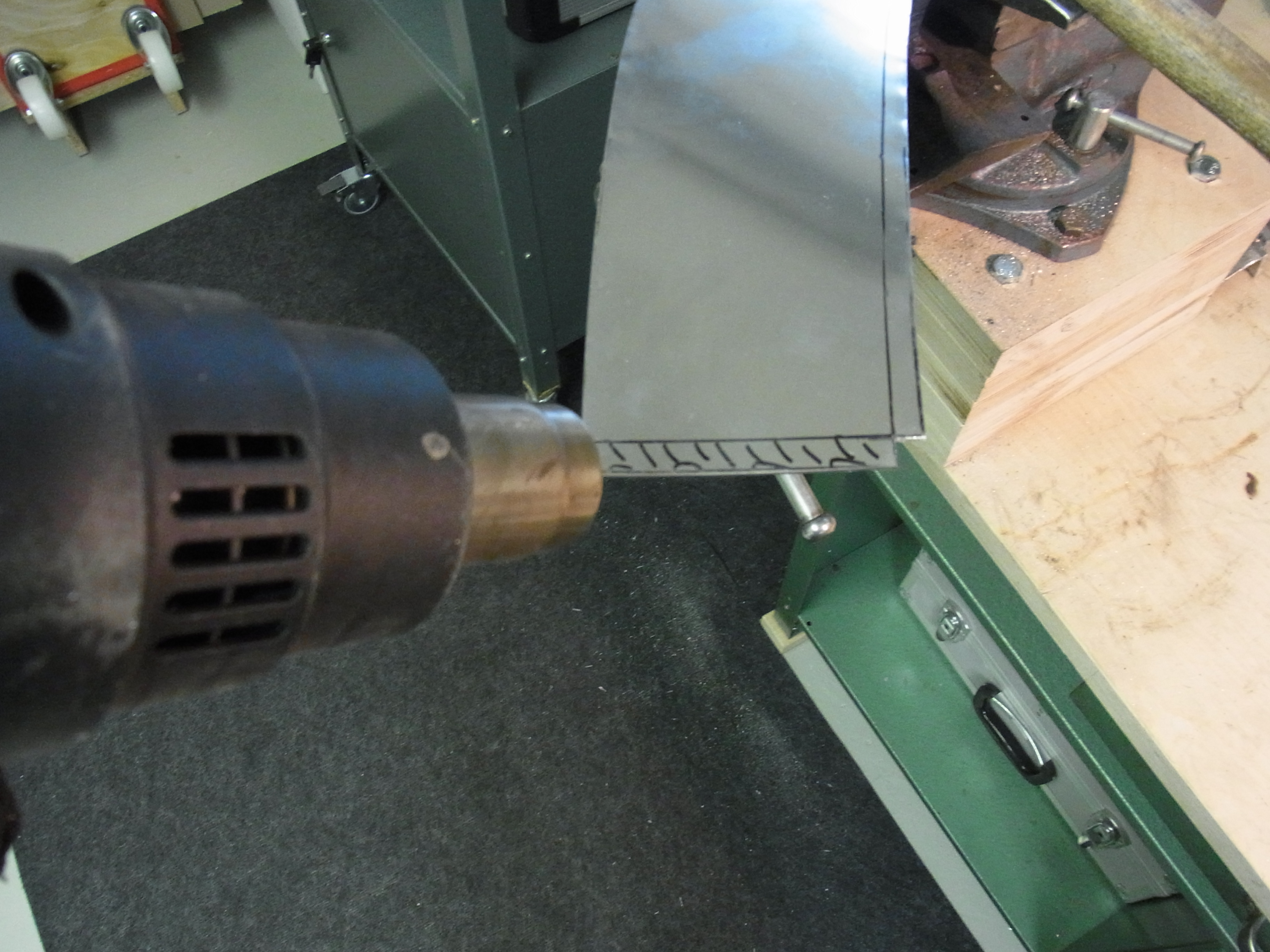
Auf dem oberen Bild ist das Ergebnis mitten im Planieren zu sehen (der 10mm breite Steg wurde auf 17mm ausgedehnt). Auf dem unteren Bild das Ergebnis im Querschnitt.


Jetzt sind wir bereit für das Formen…mein liebster Part.
Formen der Kalotte:
Das Formen der Kalotte beginnt damit dem Band über einem Biegestock (Wasserrohr mit angeschweißtem Halteprofil) die Grundform zu geben. Mein Biegestock hat einen sehr viel kleineren Durchmesser als das zu erstellende Werkstück. Deshalb arbeite ich in Bewegung: ich halte das Werkstück an seinen Enden und ziehe es immer hin und her über den Biegestock. Dabei erhöhe ich die Kraft mit der ich das Werkstück auf den Biegestock drücke so lange bis ich in den plastischen Verformungsbereich komme. Die Bewegung verhinder das die ganze Verformung nur an einer Stelle stattfindet.

Mit einem Biegestock dessem Radius wenig kleiner als der des Werkstückes ist kann anders gearbeitet werden (zeige ich dann sobald ich mal nen neuen Biegstock gebastelt habe).
Nachdem das ganze Blech in die richtige Richtung geformt war habe ich es per Hand mithilfe der Schablone grob in Form gebracht.

Als nächstes kam das Vernieten. Insgesamt habe ich 4 beidseitige 4mm Senkkopfnietungen gemacht. Ich habe dabei 7mm lange Alunieten ohne Kopf verwendet (waren zu lang…5mm hätte auch ausgereicht). Zum arbeiten habe ich die Enden mit einer Cripzange zusammengehalten und habe das Material mit einem 0,5mm Alublech geschützt.
Den Nietprozess werde ich bei einem anderen Projekt zeigen (wenn es besser gelaufen ist als hier 😉 Anbei ein paar Bilder des Nietens.




Die Nieten habe ich bis aufs Blech abgefeilt und die Nietzugabe mit dem Hammer auf dem Amboß inneinander geformt. Hier ein Bild nach dem ersten Schliff.

Jetzt konnte ich per Hand mithilfe der Schablone die Kalotte in ihre endgültige Form bringen.

Ich habe bei den Schablonen anscheined einen Fehler gemacht der sich wie folgt äußert:
…die Kalotte liegt nicht eben auf (sieht man ganz gut wenn man das Werkstück auf einen ebenen Untergrund stellt und eine Lampe dahinter positioniert). Um ein ebenes Maß zu haben habe ich mit einem Filzer und einem Holzstück als Abstandshalter eine gerade Linie gezogen und von da aus die notwendige Änderung ausgemessen (beidseitig ca. 2mm).
Ich wollte auf ein Beschneiden verzichten deshalb habe ich wieder mit dem Schweifhammer die Stellen ausgedünnt um die 2mm auszugleichen.


Und tada es hat funktioniert.
Jetzt kommen wir zu meiner Angstaufgabe…das freie Schlagen einer Bördelung. Das ist eine Arbeit für die man Gefühl und Erfahrung braucht. Also ran an den Speck:
Grundlage meines Vorgehens ist die Anleitung von “Age of Armour”. Auf der Innenseite wird die geplante Kante mit einem Filzstift markiert und dann auf einer scharfen Ambosskante mit einem flachen Kugelkopf-Hammer auf 45° ausgeschlagen.


Auf dem zweiten Bild sieht man sehr gut das Thema mit dem Gefühl (oder dem fehlenden Gefühl…da muss ich noch dran arbeiten)
Die zweite Kante kann ohne Anzeichnen direkt geschlagen werden. Die erste Kante hilft hier als Anhalt. Dieser Durchgang sollte die Bördelung nahe an die 90° ran bekommen. Das ganze Erfolgt wieder am Amboss.

Als nächstes wird die Bördelung leicht über 90° hinaus gebarcht indem das Werkstück auf einem festen Untergrund gelagert wird und die Bördelung mit !!!leichten!!! Schlägen eines flachen Hammers nach unten gebogen wird.

Jetzt ist der Zeitpunkt leichte Ungleichmäßigkeiten der Blechaussenkante weg zu schleifen.

Denn als als nächstes formen wir die Rolle aus. Dazu gehen wir mit einem flachen Hammer ans Amboßhorn:

Die ersten Schläge gehen direkt auf die Blechkante, dadurch “knickt” sie ein und bildet den Bogen unserer Rundung aus. Aluminium neigt zum “schmieren” das heißt das sich dünne Bereiche Material wie eine Folie über die Kante legen. Das ist nicht schlimm wird dann aber beim schleifen interessant.
Am Anfang habe ich die erste Kantung nicht gerade gemacht. Und das habe ich jetzt davon. Der Rand unten liegt nicht eben auf (sieht man auf dem Bild schlecht…aber es ist ein leichter Lichtschimmer an der unteren Helmkante zu erkennen)

Das kann man wieder richten indem man die Bördelkante auf dem Amboßhorn abstützt und mit einem Flachen Hammer entweder die Rundung abflacht oder das Material in Richtung Kalotte drückt (entweder gerade von oben schlagen oder schräg von außen auf die Bördelung).
Danach folgte noch das Schließen der Bördelung. Aufgrund meiner fehlenden Erfahrung hat alleine diese Bördelung ca. 3 Stunden gedauert. Im Bild ist der linke Bereich bereits grob geschliefen (mit der Feile vorgearbeitet und mit dem Schleifschwam nachgearbeitet). Für komplexe Formen wie Bördelungen nehme ich sehr gerne eine Feile…mit der Maschine versaut man sich schnell etwas.

Jetzt fehlt nurnoch der Feinschlief und dann ist die Kalotte fertig.
Formen des Helmdeckels:
Als ersten Schritt ist die Kuppel der Helmdecke auszuformen. Hierbei habe ich mich für das Treiben entschieden. Diese Methode dünnt zwar die Blechstärke aus aber der Helm wird auch nicht viel aushalten müssen.
Zum Treiben nutze ich einen Teribhammer und zwei Treibmulden in einem Eichenstamm.

Das Treiben erfolgt kreisförmig von innen nach aussen. Die gesamte Umformung erfolgt in mehreren Durchgängen. Vor jedem Durchgang wird das Blech mit der Heißluftpistole angewärmt. Nach jedem Durchgang wird das Blech gerichtet (zumeist formt sich eine Banane aus) und die Form der Kuppel geprüft.
Die Umformung erfolgt in 6 Durchgängen. Den ersten und letzten Durchgang habe ich in der flachen Treibmulde (im Bild oben links) mit wenig Kraft und vielen Schlägen durchgeführt. Dabei wird beim ersten Durchgang dem Material die Richtung vorgegeben und beim letzten Durchgang die Kuppel geglättet.
Nach dem ersten Durchgang habe ich mit weniger Schlägen und von Durchgang zu Durchgang ansteigender Kraft gearbeitet.






Die Ganze Verformung kamm dabei aus der Blechausdünnung der Mitte (aufgrund der Methode). Somit ist die Blechstärke und der Umfang des Randes gleich geblieben.
Die Decke muss jetzt geschlichtet werden. Das erfolgt in diesem Fall auf einem Steckamboss mit runder Bahn (je näher der Radius der Bahn am Radius des Werkstückes dran ist desto weniger Arbeit hat man und desto weniger Fehler kann man machen) und einem flachen Hammer. Auch hier wird wieder von innen nach außen in einer Helixkurve gearbeitet. Ich arbeite mit leichten Schlägen um eine Blechdickenänderung zu vermeiden.
Dabei wird nicht nur die Oberfläche geglättet sondern auch Formfehler herausgearbeitet.

Das Ergebniss wird grob mit einer Feile angeschliefen um zu überprüfen ob die größten Dellen weg sind.

Jetzt zeichne ich mit Hilfe der Kalotte die zukünftige Kante an um dann in mehreren Durchgängen das Material mit einem Schweifhammer um ein Amboßhorn zu schlagen (drücken).


Der erste Durchgang wird wieder mit leichten Schlägen nahe der zukünftigen Kante gemacht. Dabei wird nur eine geringe Umformung erreicht.


Im zweiten Durchgang arbeite ich mich an die zukünftige Kante heran und erreiche mit härteren Schlägen (Vorsicht: die Schläge gehen nicht auf das Material das direkt auf dem Amboßhorn aufliegt) eine größere Uformung.


Und zwischenglühen vor dem nächsten Durchgang (Aluminium glüt normaler weise nicht…daher ist die richtige Temperatur schwehr zu sehen…spätestens wenn die Oberfläche plötzlich matt wird sollte man aufhören…dann ist das Alu kurz vorm schmelzen)

Hier nach dem drittem Durchgang:

Und die folgenden Runden bis die Abkantung näherungsweise 90° hat. Auf den Bildern ist kein rechter Fortschritt zu erkennen (ärgerlicher weise). Ich habe damit zu kämpfen das mir die Kante die ganze Zeit nach aussen rutscht (passiert bei Stahl auch da die Kante durch den Amboss nach aussen gedrückt wird wenn man den Grad mit dem Hammer nach innen schlägt….aber bei Aluminium ist der Effekt sehr stark)








Die Kante hatte sich beim drücken recht stark verzogen (Die Kante zieht einen Bogen mit verschiedenen Radien. In den Seiten ist der Radius verschwinden klein im Vergleich mit vorne und hinten. Hier ist es schwerer das Material zu komprimieren weil man weniger Gegendruck vom umgebenden Material hat) Die Banane forme ich auf dem Steckamboss raus mit dem ich schon die Urmform geglättet habe.

Als nächstes wird die Kante auf dem Bördeleisen “sauber” gemacht (also an die Kalotte angepasst). Wichtig ist hier nochmal auf die Schlagstärke zu achten. Zu kräftige Schläge würden den Bereich zu stark ausdünnen.

Zuerst wird eine Seite der Kante geglättet.

Und dann die andere Seite

Dabei nähert man sich immer weiter der scharfen Kante an. Ich nutze gerne ein Bördeleisen mit runder Bahn da man hierdurch (entweder man schlägt genau auf die Bahn oder knapp daneben) sehr gut das Material steuern kann. Und hier das Ergebnis:

Jetzt kommt die Zackenkrone dran. Diese werde ich erstmal grob mit der Schere Vorschneiden und dann die Verzierungen feilen. (Auf dem Amboßhorn ist das kleine Schablönchen zu sehen das ich genutzt habe)

Beim Ausschneiden nutze ich eine Links- und eine Rechtswirkende Kreisschere. Und hier das Ergebnis mit Kalotte.

Nachdem ich eine weitere Runde auf dem Bördeleisen durchgeführt habe beginne ich damit die Decke nach und nach an die Kalotte zu formen. Ist ein Abschnitt sauber geformt mache ich ihn mit einer 3mm Blindniete fest (die späteren Vollnieten haben einen Durchmesser von 4mm…damit ist noch ein wenig Spielraum für spätere Korrekturen)


Zum Schluss passt die Krone schon recht gut (ich beginne Aluminium zu hassen). Jetzt geht es daran die Kronenform sauber herauszuarbeiten. Ich habe mich für ein “gotisches Herzgewölbe” entschieden und baue gleich die richtige Schablone.

Die Form erstelle ich dann mit Feile und Winkelschleifer.

Hilfreich ist dabei eine verkleinerte Schleifscheibe.

Nach dem die Grobform fertig ist gehe ich ans Schlichten und Schleifen.

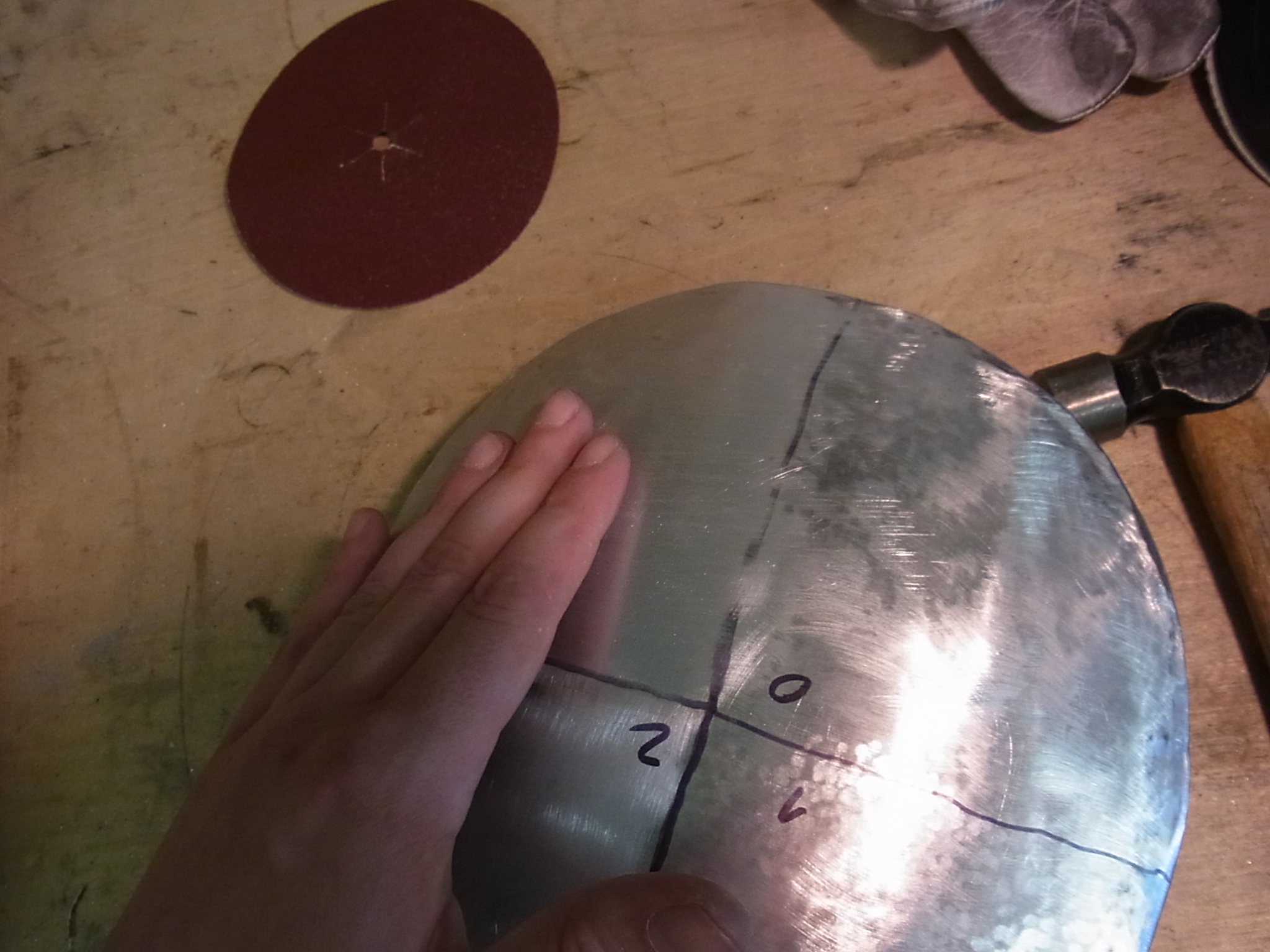
Das Schlichten und Schleifen erfolgt im Kreuzschliff-Verfahren. (die einzelnen Schritte sind unten im Bild auf den Vierteln markiert).
Schritt 0: die gesamte Oberfläche wird gleichmäßig verschliefen ohne großartig Material abzunehmen. Alle Schleifriefen laufen dabei von oben nach unten.
Schritt 1: die Fläche wird geschlichtet. Vertiefungen auf der Oberfläche die keine Schleifriefen aufweisen werden dabei angeglichen. Hierzu wird die Rückseite der Delle auf einen passenden Steckamboss gelegt und die unmittelbare Umgebung wird mit einem Hammer “nach unten gedrückt”.
Schritt 2: wie Schritt 0 nur das alle Schleifriefen von rechts nach links verlaufen.
Schritt 3: wie Schritt 1 nur das die Dellen jetzt durch das “falsche” Schleifmuster zu erkennen sind.

Wird Feld drei jetzt sauber geschliefen bin ich schon am Ziel:

Übrig bleiben Beulen die so gruß sind das sie beim Schleifen nicht auffallen. Die kann man dafür sehr gut mit der flachen Hand spüren.
Diese Beulen schlage ich ohne Gegenhalter sanft mit einem Schlichhammer ein. Und schon ist die Glocke der Helmdecke fertig.
Der Rand wird dann auf einem Bördeleisen geglättet und geschliefen.

Und schon kommt das Zusammensetzen. Ich würge den Deckel über die Kalotte und niete die Teile zusammen.
Rechts und Links von einer Nietstelle halte ich die Teile mit Schraubzwingen zusammen und bohre das Loch. Beide Seiten senke ich mit einem Lochsenker an da ich wie auch bei der Kalotte die Nieten “unsichtbar” haben möchte. Danach setze ich einen 7mm Alu-Niet ein (2xMaterialstärke + 2x2mm) und verniete das ganze auf dem Amboßhorn. Zum Schluss wird der entstandene Nietkopf aussen abgeschliefen (da ich voher angesenkt hatte ist noch genügend Material vorhanden) und schon sind wir auch damit fertig.





Jetzt noch alles einmal überschleifen und der Helm ist an sich fertig.
Zierätzung
Jetzt geht es ans eingemachte. Das ist meine erste Zierätzung…also direkt was zum lernen.
Grundsätzliches Vorgehen ist das die Zeichnung mit Säurebeständiger Farbe (Asphalt-Lack) ausgeführt wird und die blanken stellen danach in einem Säurebad angegriffen werden. Die Zeichnung werde ich sowohl mit dem Pinsel erzeugen als auch durch das Auskratzen (radieren) aus größeren Lackflächen.
Bei Aluminium kommt meistens keine Säure sondern eine Lauge (Abflussfrei…wie im Kapitel Techniken beschrieben) zum Einsatz.
Ich fange damit an den Asphalt-Lack (über ebay bezogen und gleich den passenden Verdünner dazu bestellt!!!) auf die großen nicht zu ätzenden Flächen und im Inneren aufzutragen. Die verwendete Lauge ist recht stark daher nehme ich gleich zwei Schichten.
Der Lack ist recht schlecht verarbeitbar. Er zieht Nasen und deckt schlecht auf Blechkanten. Nach zwei Tagen ist er voll ausgehärtet.
Zum reinigen des Werkzeuges ist der Spezialverdünner gut geeignet…Benzin funktioniert aber auch ausreichend gut.
Hier ist das Ergebnis vor den Feinarbeiten:

So jetzt ist die Lackierung fertig. Es hat alles viel länger gedauert als gedacht. Ansicht Vorne / Seite / Hinten (hinten schützt der breite schwarze Streifen die Nietüberlappung)



Jetzt geht es ans Ätzen. Ich rühre eine Lösung aus 15 L Wasser und einer Flasche Abflussfrei an. In diese Lösung lege ich den Helm ein. Nach circa. 10 Minuten schwammen bereits die ersten abgelösten Lackteile auf der Wasseroberfläche was dann zum Schluss so schlimm wurde das ich das Ätzen nach 30 Minuten abgebrochen habe.

Und dementsprechend ist auch das Ergebniss. Die Ätzung ist nicht tief genug und viele Details sind verloren gegangen da einfach die Lackschicht runter gekommen ist.


Nach dem Reinigen sieht der Helm jetzt so aus. Die Bilder sind sehr Dunkel aber sonst wäre die Zeichnung garnicht erkennbar.



Resumée des Ätzens ist das es funktioniert. Ich habe vermutlich beim Reinigen des Helmes vor dem Lackieren einen Fehler gemacht. Somit hat dann der Lack auch entsprechend schlecht gehalten.
Als nächstes kommt das Schwärzen (vorweg genommen ist das leider eine GEschichte ohne Happy End). Zum Schwärzen habe ich Aluminium Black von der Firma Birchwood verwendet (Einfach die Chemikalie im gut gelüfteten Raum mit einem Tuch auftragen). Grundsätzlich hat es das Aluminium schön Schwarz/Anthrazit eingefärbt. Jedoch hat es dabei die Ätzung zerstört 😦

Poliert sah die Fläche dann so aus.

Mit gutem Auge kann man erkennen das einige wenige tief geätzte Stellen überlebt haben.
Dieser Misserfolg bedeutet leider….nochmal Schleifen und Polieren…nochmal Ätzen….und nochmal Schwärzen
Heute war ein schlechter Tag zum Basteln
So also wieder frisch ans Werk. Den ganzen Helm schleife ich erstmal von Hand mit Schleifpapier ab. Zuerst 80 dann 100, 120 und zum Schluss 150 Körnung.

Anschließend wird poliert.
Zum Polieren trage ich Schutzbrille und Staubschutzmaske….sieht nicht nur lustig aus….macht auch Sinn weil einfach sehr viel Schleifstaub dabei in der Luft liegt.

Die Flächen poliere ich am Schleifbock mit einer weichen Polierscheibe. Die Ecken arbeite ich anschließend mit einem Dremel mit Polieraufsatz nach. Für Polierscheibe und Polieraufsatz nutze ich die gleiche Polierpaste. Hier ein Zwischenstand beim Vorpolieren: die Seite ist schon fertig .. die Decke muss noch

So das polieren ist durch. Jetzt traue ich mich aber nicht mehr nocheinmal zu ätzen da ich Angst habe dann durchzubrechen….also Plan B….Messing Verzierungen.
Messing Verzierungen
Meine Frau bekommt jetzt eine Krone auf den Helm. Als erstes muss ich eine Schablone machen. Dazu überklebe ich die gesamte Kalottenfläche mit Malerkreb (Kleben ohne Spanung…die Spannung würde dann die Schablone verziehen). Nach dem Lösen Klebe ich die zusammenhängende Krebschablone auf dünnes Papier.

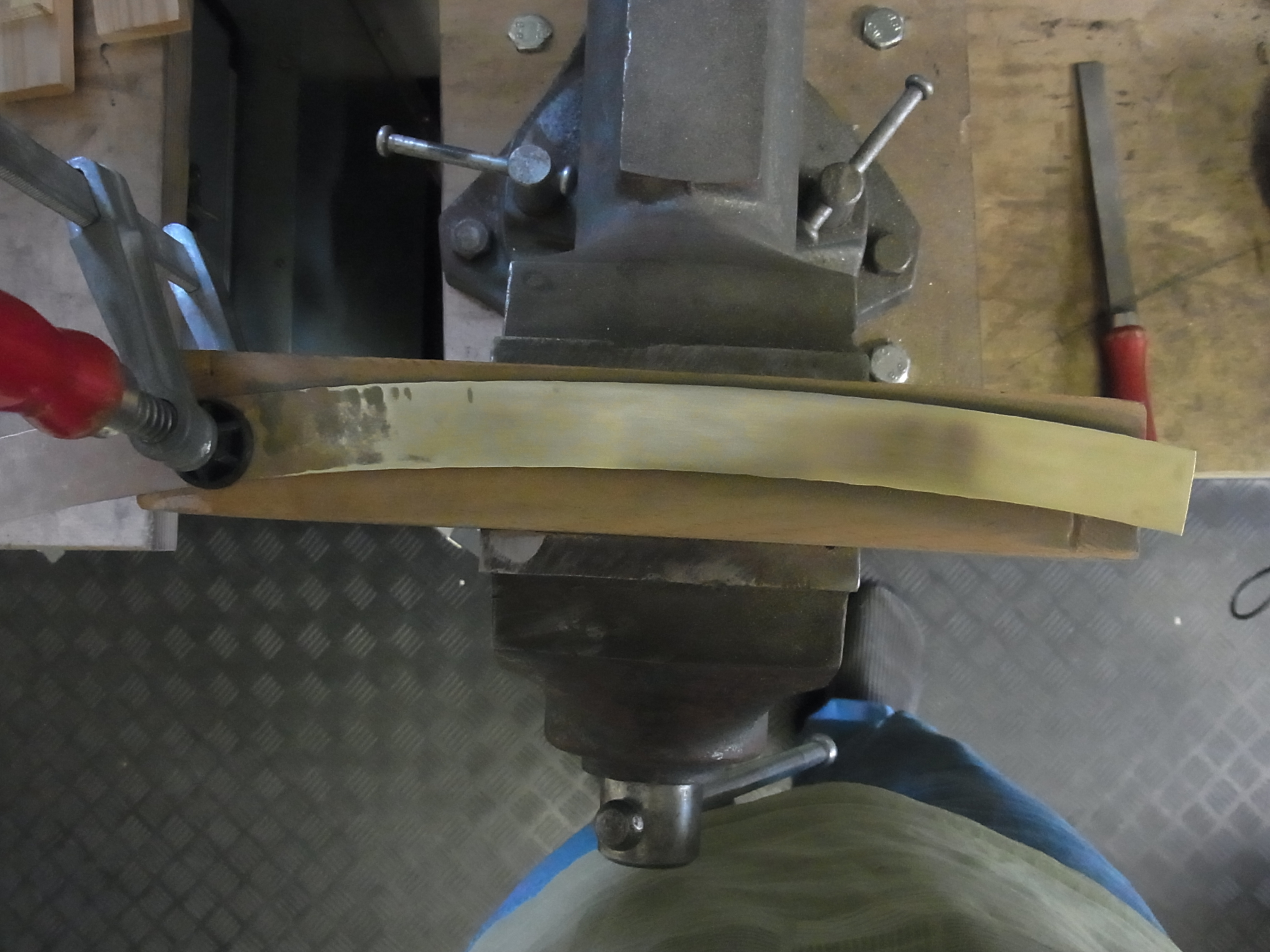
Das Band fertige ich aus einem Messingblechstreifen der 5 mm breiter als das endgültige Band ist:

Um die notwenige Krümmung zu erhalten schweife ich das Blech indem ich mit einer abgerundeten Finne die Aussenkante platt schlage die Länger werden soll. (Tipp: die Krümmung zeichne ich einfach auf die Arbeitsplatte…dann muss ich nicht so viel mit der Schablone rumhantieren)

Hier das Ergebnis nach dem ersten Schweifdurchgang (die notwendige Krümmung ist als Bleistiftstrich auf dem Tisch erkennbar).

Nach dem Feinformen und Planieren glühe ich den Bogen durch um die Spannungen vor dem Rundbiegen raus bekomme.

Jetzt geht es ans Schleifen. Hier nehme ich ein Aufspannholz zur Unterstützung
Das Messingband schleife ich mit 80 Schleifpapier vor und gehe dann auf 120 Papier.
Vor dem “Aufspannen” auf den Helm klebe ich das polierte Aluminium mit Kreppband ab. Das Umbiegen mache ich von Hand und nutze Klemmen zur Unterstützung.

Nach dem das Messingband erstmal provisorisch aufgespannt ist zeichne ich mir eine gerade Linie im gleichbleibenden Abstand zur unteren Helmkante auf und trime das Band von dieser Mittellinie aus.

Noch die Nietlöcher bohren und ich kann mit den Kreuzen weiter machen.


Jetzt kommen die Zierkreuze dran. Diese fertige ich aus 2mm dickem Messingblech. Am Anfang bekommt der komplette Blechstreifen eine Zieroberfläche eingekratzt. Mit einem Winkellinieal und einem Anreizer ist das schnell geschehen.

Danach klebe ich den Blechstreifen mit Krepband ab und markiere die späteren Nietlöcher. Nachdem diese gebohrt sind schneide ich den Blechstreifen in kleine Stücke.

Um die Zierbohrungen in den Ecken der Kreuze überal gleich zu haben schraube ich die Blechstücke durch die Nietlöcher zusammen.

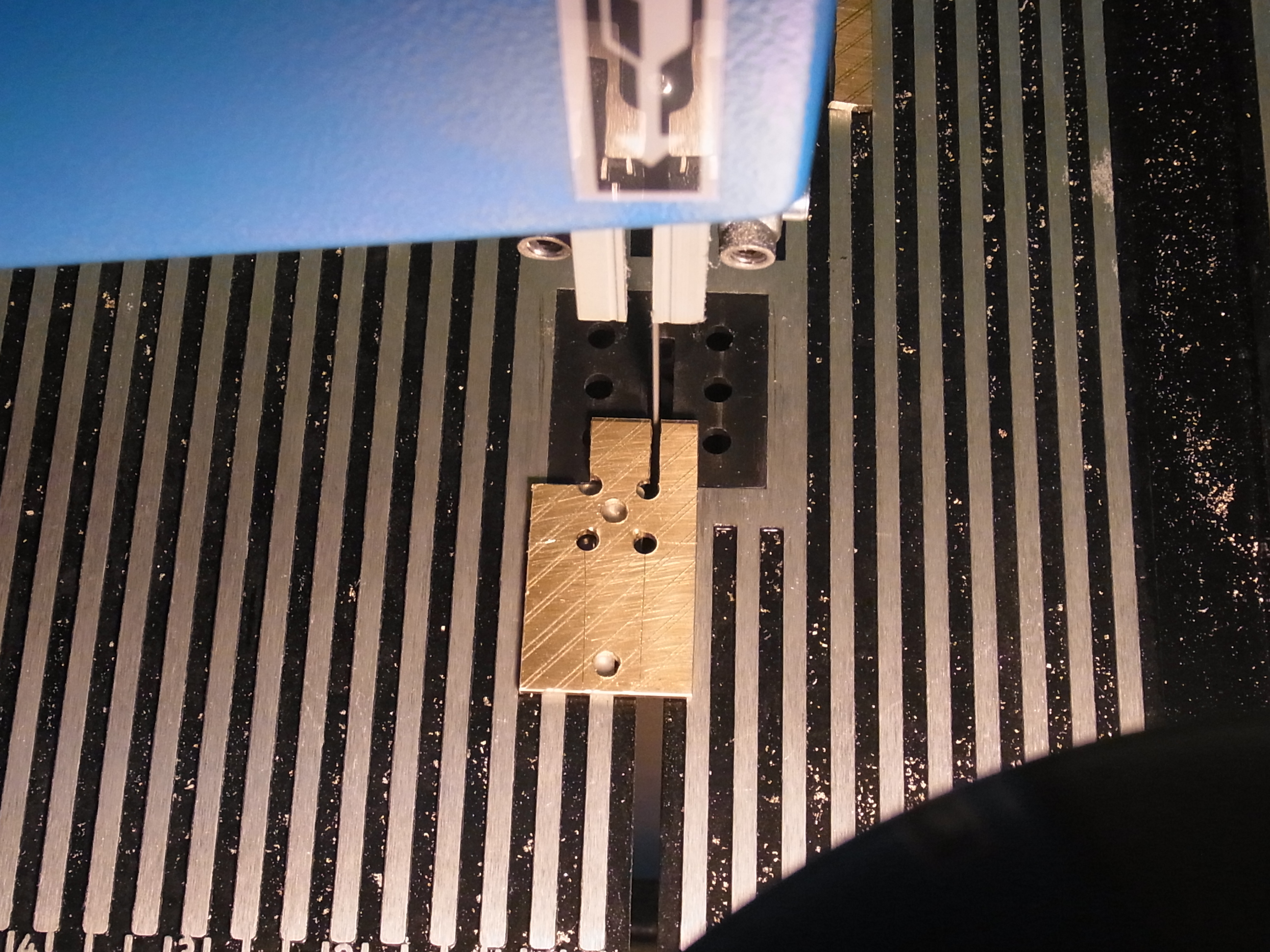
An der Badsäge kann ich jetzt die einzelnen Kreuze gut zurecht sägen.
Für das Messingband feile ich einen Absatz in jedes Kreuz.
Alles noch sauber feilen und fertig ist ein Kreuz.
Ich habe danach alle Messingteile chemisch brüniert und mit den Lederteilen probehalber montiert.

Schnalle und Schnallenblech
Zuerst aber wieder die passenden Schablonen:
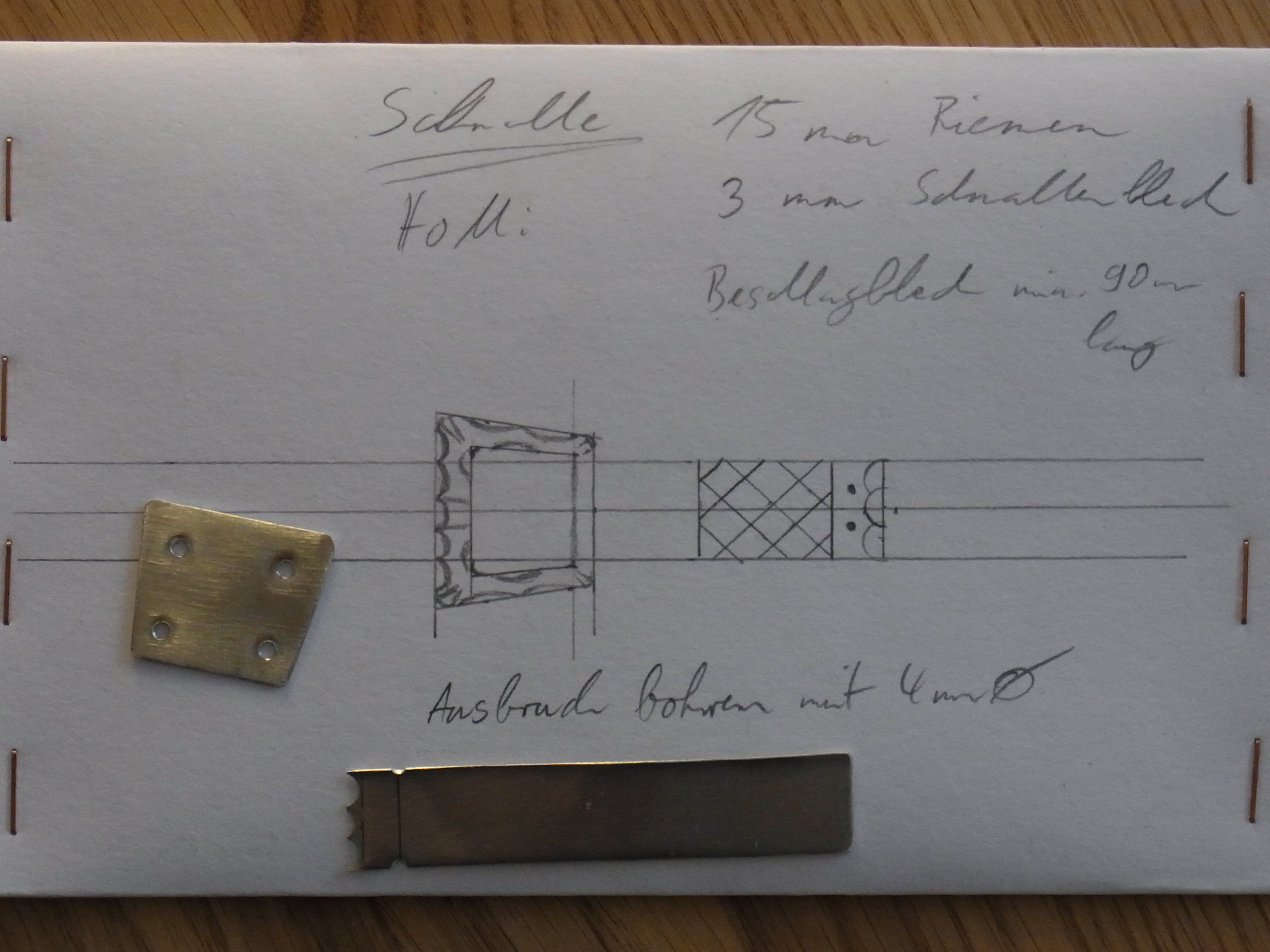
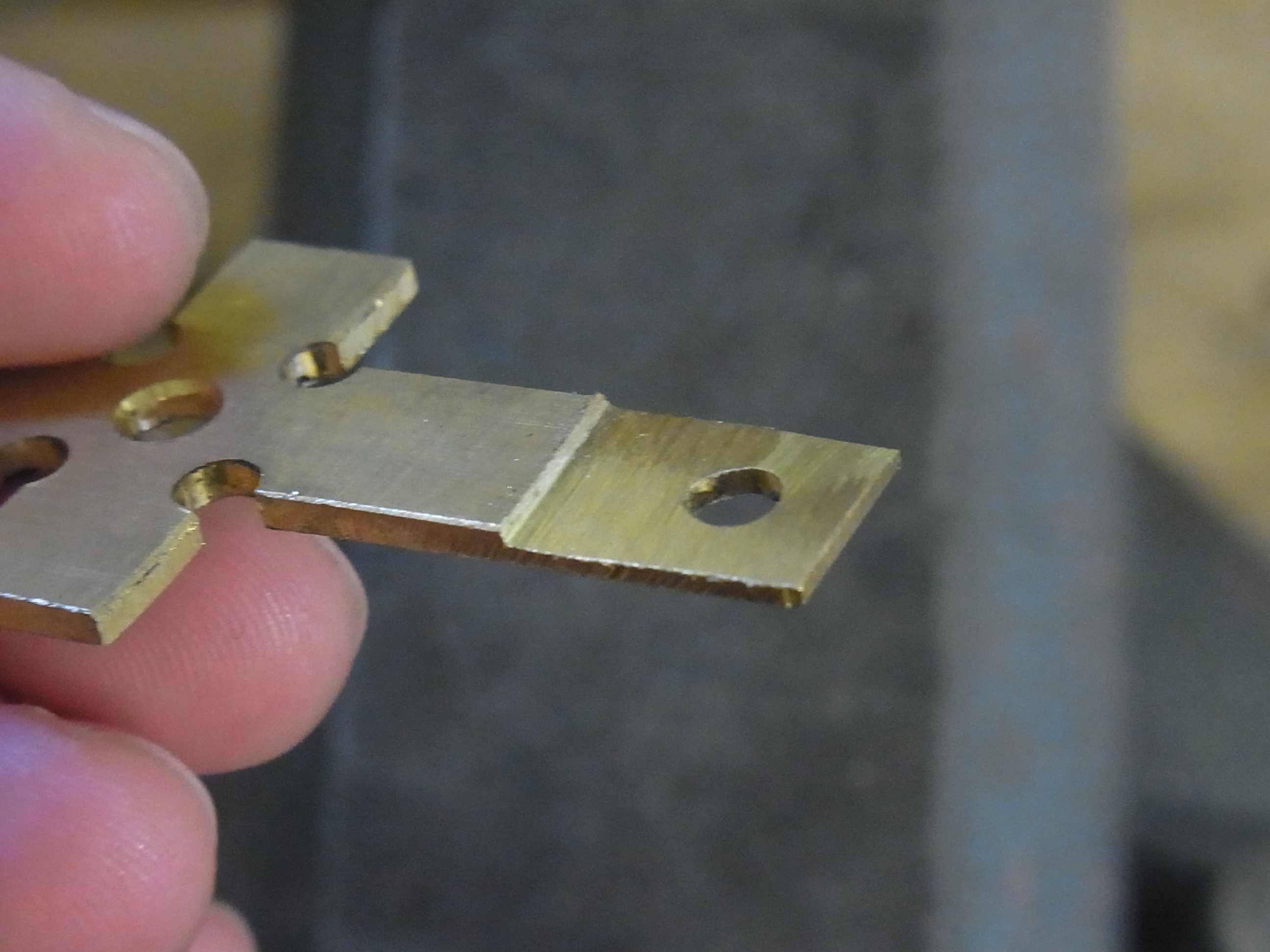
Die Schnalle und die Schnallenzunge habe ich aus 4mm starkem Messing ausgesägt und in Form gefeilt.

Bevor ich die Schnalle weiter verarbeite hae ich einen Silikonabdruck gemacht um sie später agießen zu können (Anleitung siehe Seite Die Techniken)

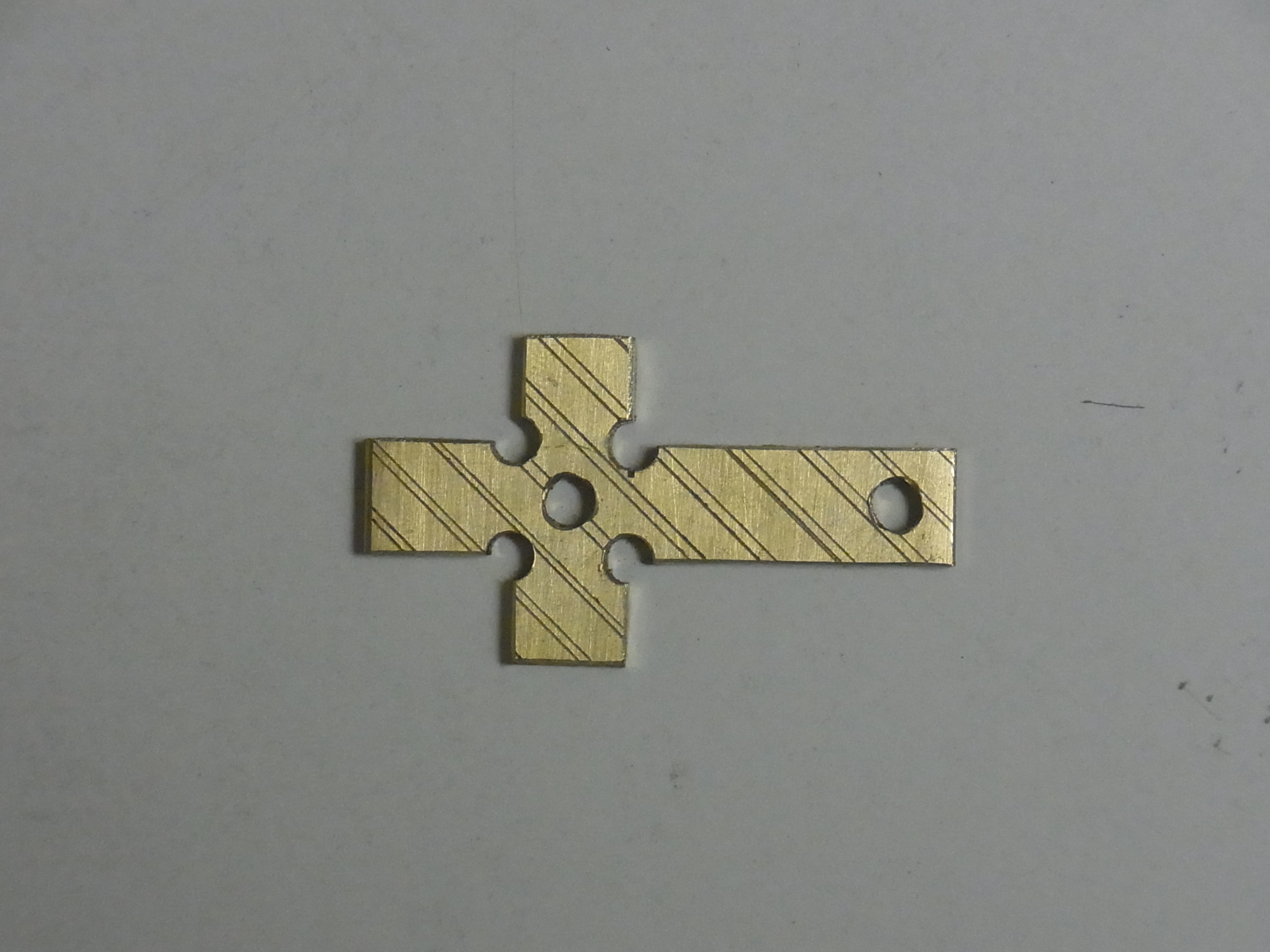
Schnallenblech und Riemenblech sind aus 1mm Messing. Verzierungen sind gefeilt und gemeißelt.

Alle Teile habe ich mit einer Sisalscheibe und grober Polierpaste vorpoliert. Super Ergebnis wie 240 Schleifpapier bloß schneller

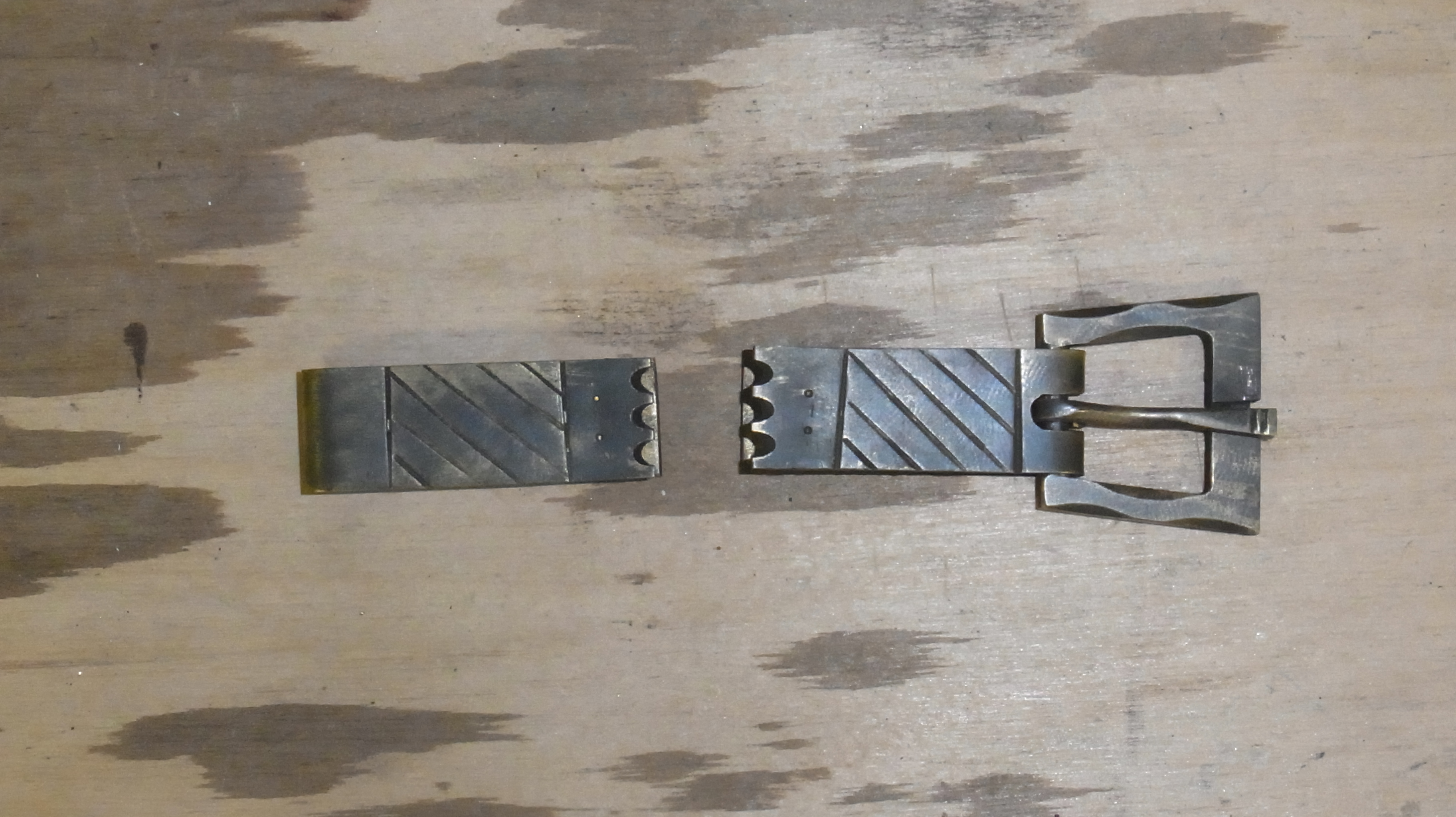
Jetzt alles noch in die Schnellbrünierung…

Und die Schnalle ist fertig
Lederteile
Kurze Üersicht über die Lederteile und verwendeten Werkzeuge (Messer fehlt).
Lederteile von unten nach oben:
- Helmband gefärbt/gefettet mit vorgestanzten Nietlöchern und vorgestochern Nahtlöchern
- Kinnriemen (Lochseite) gefärbt/gefettet
- Kinnriemen (Schnallenseite) gefärbt/gefettet

Die verwendeten Werkzeuge von oben nach unten, von links nach rechts:
- Lochzange
- Parallel-Anreißer (schneidet parallel zur Kante eine Vertiefung ins Leder z.B. für eine Naht)
- Kantenrunder (kleines Messer mit dem Kanten rund geschnitten werden)
- Stichrad (zum prägen der Stichabstände)
- Nähahle (zum Stechen der Nahtlöcher
- Kantenglätter
- Lederfarbe mit Auftragspuschel
- Lederfett
Ziernieten
Zur Befestigung der Kreuze wollte ich etwas größere Ziernieten aus Messing herstellen. Hierzu habe ich mir 4mm Messing Stangen aus MS60 besorgt. Das ist eine gut schmiedbare Messinglegierung. Die gab es im Lötzubehör eigentlich zum Messing Hartlöten gedacht.
Die Herstellung einiger der verwendeten Werkzeuge habe ich hier gezeigt:
https://armourmaking.wordpress.com/werkzeuge/werkzeuge-zum-nieten/
Grundsätzlich ist das Vorgehen ziemlich einfach. Man sägt einen Stift zurecht, steckt diesen in einen Stifthalter und staucht den herausstehenden Teil des Stiftes. Der gestauchte Teil wird dann durch weiteres Stauchen mit einem Kopfmacher geformt.
In Realität ist dies gerade bei einem spröden Material wie Messing ein Prozess in mehreren Schritten.
Aber zuerst musste ich durch Versuch und Irrtum die Länge der Stifte herausfinden. Dazu habe ich Stifte in verschiedenen Längen hergestellt und versucht daraus meine Nieten herzustellen. Die passende Länge verwende ich dann weiter.
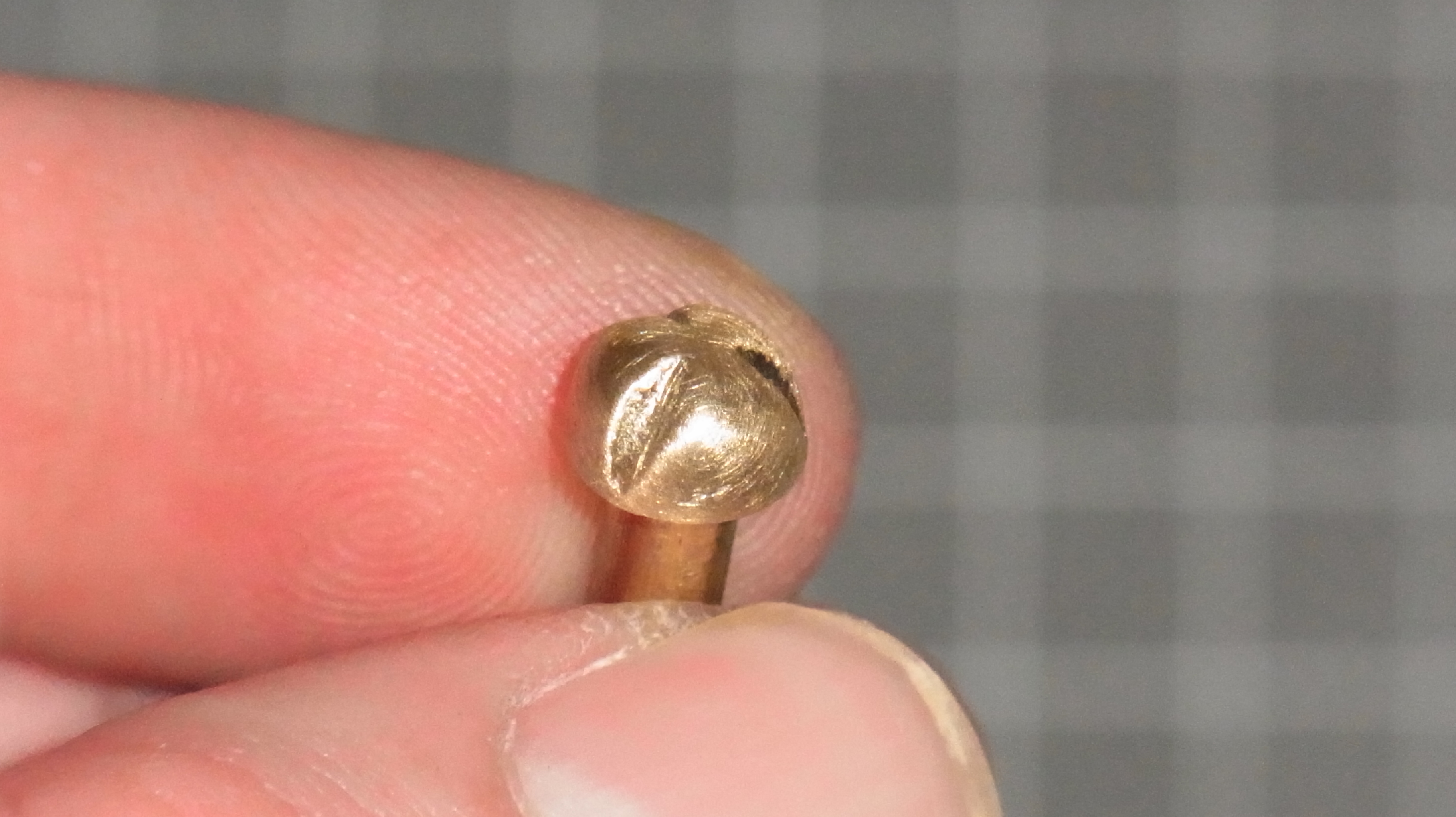
Hier die 7 Stadien in meiner Nietherstellung von dem Stift links bis zur fertigen Niete zweite von rechts. Ganz rechts habe ich noch eine Handelsübliche Halbrundkopfniete daneben gelegt.

Zwischen jedem Umformschritt habe ich das Messing geglüht und abgeschreckt.
Bei den drei letzten Umformschritten kam der Kopfmacher zum Einsatz wobei ein Flansch aufgequetscht wurde den ich vor dem letzten Schritt weggefeilt habe.
Und nach dem polieren sieht das Ergebnis so aus:
Montage
Erster Schritt vor der Montage: ich lackiere den Helm von innen schwarz. Dabei klebe ich alle Nietlöcher vorher von aussen zu.
Danach passe ich die Kreuze mit einem Schonhammer an die Biegung des Helmes an.

Jetzt verniete ich die Kreuze mit einem Tellerhammer an den Helm. Zuerst habe ich versucht einen Bleiblock als Unterlage zu nutzen. Leider war der zu weich also habe ich zum Schluss direkt den Kopfmacher genommen. Jede Niete bekommt eine Unterlegscheibe.


to be continued

Sehr schön! Ich freue mich auf mehr 🙂
Einen schicken Außenabtaster kann ich einer eventuellen gemeinsamen Werkstatt übrigens besteuern.
Finde ich schön! Deine Holde hat wohl den gleichen Kopf wie ich dann kann ich es mit deinen Zeichnungen nach machen.
Klar gerne. Habt ihr die gleiche Hutgröße?
Es wird! 🙂